
图 1 CFM国际发动机叶片
航空发动机不断追求高推重比,使得变形高温合金和铸造高温合金难以满足其越来越高的温度及性能要求,因而国外自7O年代以来纷纷开始研制新型高温合金,先后研制了定向凝固高温合金、单晶高温合金等具有优异高温性能的新材料;单晶高温合金已经发展到了第3代,如图2为铬基高温合金叶片。8O年代,又开始研制了陶瓷叶片材料,在叶片上开始采用防腐、隔热涂层等技术,图3为GE航空集团旋转陶瓷复合材料的喷气战斗机发动机叶片。

图 2 铬基高温合金叶片

图 3 GE航空集团陶瓷材料发动机叶片
1.发动机叶片的影响因素发动机的特殊结构组成及工作原理对叶片的性能提出了很高的要求,同时发动机内温度、气流和压力影响着叶片使用情况。航空发动机主要分民用和军用两种。如图4为普惠公司民用涡轮发动机主要构件图,图5为军用发动机的工作原理示意图,图6为飞机涡轮发动机内的温度、气流速度和压力分布图,图7为罗尔斯-罗伊斯喷气发动机内温度和材料分布图,图8为航空发动机用不同材料用量的发展变化情况图。
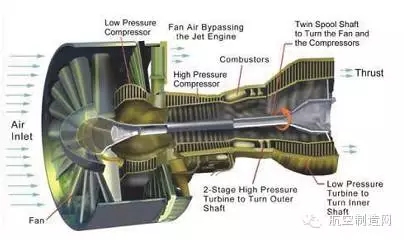
图 4 普惠公司民用涡轮发动机主要构件
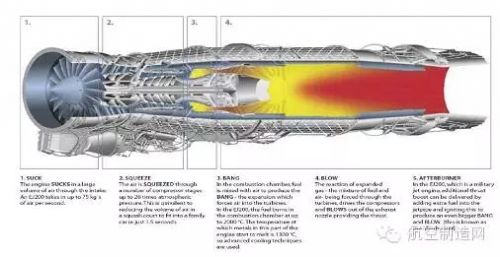
图 5 EJ200军用飞机涡轮发动机的工作原理

图 6 商用涡轮发动机内的温度、气流速度和压力分布
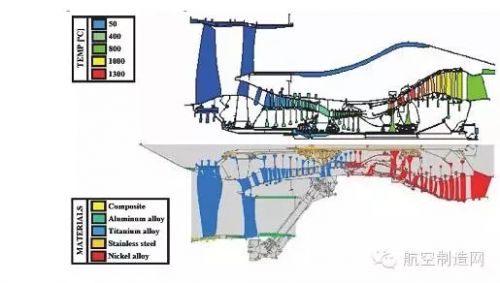
图 7 罗尔斯-罗伊斯喷气发动机内温度和材料分布
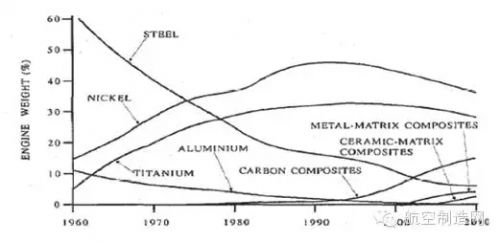
图 8 航空发动机用不同材料用量的变化情况
2.变形高温合金叶片2.1叶片材料
变形高温合金发展有50多年的历史,国内飞机发动机叶片常用变形高温合金如表1所示。高温合金中随着铝、钛和钨、钼含量增加,材料性能持续提高,但热加工性能下降;加入昂贵的合金元素钴之后,可以改善材料的综合性能和提高高温组织的稳定性。如图9为铬镍变形高温合金叶片。
表1 国内飞机叶片用高温合金牌号及其工作温度
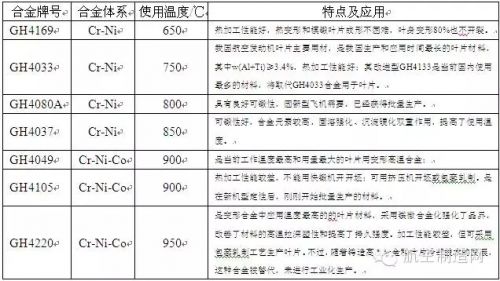
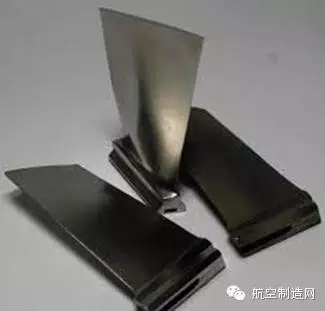
图 9 铬镍变形高温合金叶片
2.2制造技术变形高温合金叶片的生产是将热轧棒经过模锻或辊压成形的。模锻叶片主要工艺如下:
1)镦锻榫头部位;
2)换模具,模锻叶身,通常分粗锻、精锻两道工序。模锻时,一般要在模腔内壁喷涂硫化钼,减少模具与材料接触面阻力,以利于金属变形流动;
3)精锻件,机加工成成品;
4)成品零件消应力退火处理;
5)表面抛光处理。分电解抛光、机械抛光两种。
常见问题:
1)钢锭头部切头余量不足,中心亮条缺陷贯穿整个叶片;
2)GH4049合金模锻易出现锻造裂纹;
3)叶片电解抛光中,发生电解损伤,形成晶界腐蚀;
4)GH4220合金生产的叶片,在试车中容易发生“掉晶”现象;这是在热应力反复作用下,导致晶粒松动,直至剥落。
叶片是航空发动机关键零件它的制造量占整机制造量的三分之一左右。航空发动机叶片属于薄壁易变形零件。如何控制其变形并高效、高质量地加工是目前叶片制造行业研究的重要课题之一。随着数控机床的出现,叶片制造工艺发生重大变化,采用精密数控加工技术加工的叶片精度高,制造周期短,国内一般6~12个月(半精加工);国外一般3~6个月(无余量加工)。
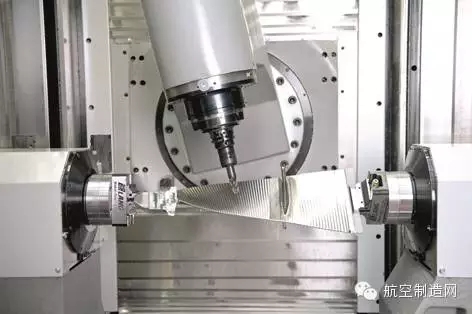
图 10 精密数控加工技术加工叶片
3.铸造高温合金叶片3.1叶片材料
半个多世纪来,铸造涡轮叶片的承温能力从1940s年代的750℃左右提高到1990s年代的1700℃左右,应该说,这一巨大成就是叶片合金、铸造工艺、叶片设计和加工以及表面涂层各方面共同发展所作出的共同贡献。叶片用铸造高温合金如表2所示,图11为铸造高温合金叶片。北京航空材料研究所、钢铁研究总院、沈阳金属所是铸造高温合金的研制单位。
表2 国内叶片用铸造高温合金牌号及使用温度


图 11 铸造高温合金叶片
3.2制造技术
研制新型航空发动机是铸造高温合金发展的强大动力,而熔铸工艺的不断进步则是铸造高温台金发展的坚强后盾,图12为叶片熔铸加工过程。回顾过去的半个世纪,对于高温合金发展起着重要作用的熔铸工艺的革新有许多,而其中三个事件最为重要:真空熔炼技术的发明、熔模铸造工艺的发展和定向凝固技术的崛起。

图 12 叶片熔铸加工

图 13 真空感应熔炼

图 14 熔模铸造涡轮叶片
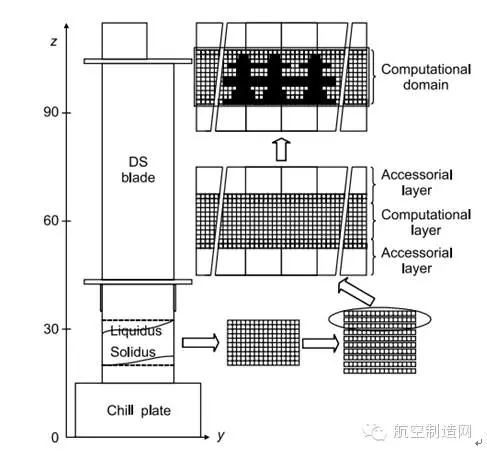
图 15 定向凝固加工叶片计算层示意图

图 16 叶片晶粒结构不同灰度级显示
4.超塑性成形钛合金叶片
4.1叶片材料
目前,Ti6Al4V和Ti6Al2Sn4Zr2Mo及其他钛合金,是超塑性成形叶片等最为常用的钛合金。飞机发动机叶片等旋转件用钛合金及其特点如表3所示;罗尔斯-罗伊斯Trent900用钛合金叶片如图17、18所示。
表3 叶片等旋转件用钛合金及其特点
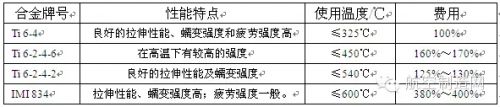

图 17 罗尔斯-罗伊斯Trent900钛合金叶片

图 18 罗尔斯-罗伊斯Trent900钛合金叶片

图 19 GEnx-2B入口导向叶片
4.2制造技术
早在1970s,钛合金超塑性成形技术就在美国军用飞机和欧洲协和飞机中得到了应用。在随后的十年中,又开发了军用飞机骨架和发动机用新型超塑性钛合金和铝合金。在军用飞机及先进的民用涡扇发动机叶片等,均用超塑性成形技术制造(如图20),并采用扩散连接组装。

图 20 超塑性成形技术制造发动机叶片
5.1 碳纤维/钛合金复合材料叶片
美国通用公司生产的GE90-115B发动机,叶身是碳纤维聚合物材料,叶片边缘是钛合金材料,共有涡扇叶片22片,单重30~50磅,总重2000磅。能够提供最好的推重比,是目前最大的飞机喷气发动机叶片,用于波音777飞机,2010年9月在美国纽约现代艺术馆展出。

图 21 美国通用公司生产的GE90-115B发动机涡扇叶片
尽管高温合金用于飞机发动机叶片已经50多年了,这些材料有优异的机械性能,材料研究人员,仍然在改进其性能,使设计工程师能够发展研制可在更高温度下工作的、效率更高的喷气发动机。不过,一种新型的金属间化合物材料正在浮现,它有可能彻底替代高温合金。
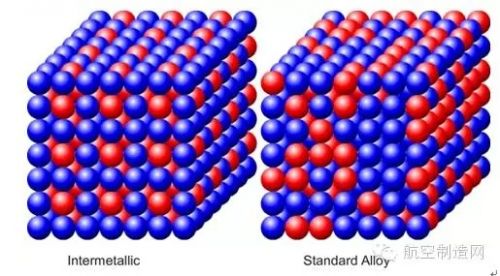
图 22 金属件化合物的规则重复的图案

图 23 NB-Si系化合物

图 24 铝化钛金属间化合物叶片



